Під час фактичного процесу зварювання, щоб уникнути небезпеки під час роботи робота, оператору заборонено або не слід заходити в робочу зону робота, щоб оператор не міг контролювати процес зварювання в режимі реального часу та вносити необхідні корективи. Тому, коли умови змінюються, наприклад, виникає розмірна похибка та відхилення положення заготовки під час процесу зварювання та складання, а також деформація заготовки внаслідок нагрівання, положення з'єднання відхиляється від траєкторії навчання, що може призвести до зниження якості зварювання або навіть до його невдалого завершення.


Коли нам потрібно оснастити зварювального робота лазерним зором?
Під час дугового зварювання, якщо точність зварювання не може гарантуватися на рівні ±0,3 мм, необхідно розглянути можливість використання лазерного позиціонування або лазерного відстеження. Щоб вибрати систему лазерного візуального відстеження зварювального шва, спочатку потрібно перевірити, чи вона заважає інструментальному пристосуванню, а по-друге, врахувати, чи впливатиме це на часовий ритм. Якщо ні, то лазер можна повністю інтегрувати в робототехнічну робочу станцію.
Основний принцип контролю лазерного зору за допомогою відстеження зварювальних швів
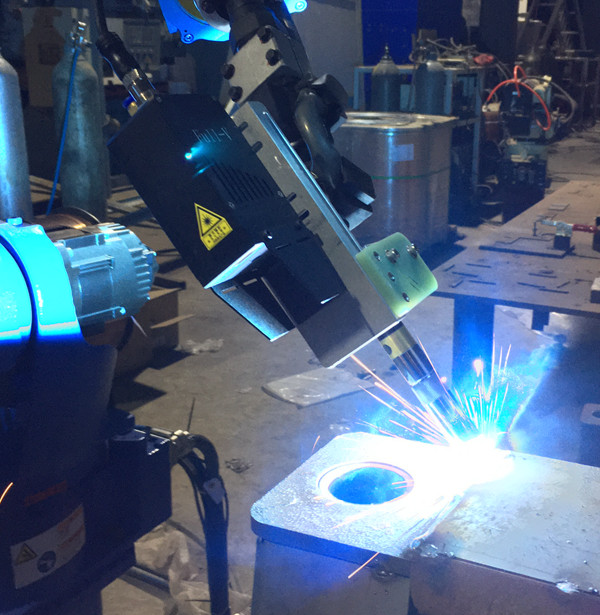
Основний принцип відстеження лазерного шва базується на методі вимірювання лазерним трикутником. Лазер випромінює лінійне лазерне світло на поверхню заготовки, і після дифузного відбиття контур лазера відображається на CCD або CMOS-матриці. Потім контролер обробляє та аналізує зібрані зображення, щоб отримати положення зварного шва, яке використовується для корекції траєкторії зварювання або керування зварюванням.
Що таке лазерне відстеження?
Лазерне відстеження використовує лазерний зоровий датчик для завчасного виявлення зварного шва перед зварювальним пальником та обчислення координат положення точки вимірювання датчика за допомогою попередньо каліброваного співвідношення положення між лазерним зоровим датчиком та пальником. Під час процесу зварювання обчислюються положення навчання робота та положення датчика. Положення виявлення порівнюються та обчислюється відхилення положення відповідної точки. Коли зварювальний пістолет, що відстає від лазерної лінії, досягає відповідного положення виявлення, відхилення компенсується поточною траєкторією зварювання для досягнення мети корекції траєкторії зварювання.
Що таке лазерне позиціонування?
Лазерне позиціонування – це процес використання лазерного датчика для одноразового вимірювання положення, яке потрібно виміряти, та обчислення положення цільової точки. Як правило, коли короткий зварювальний шов або лазерне відстеження перешкоджають роботі інструментального кріплення, зварювальний шов коригується за допомогою лазерного позиціонування. Порівняно з лазерним відстеженням, функція лазерного позиціонування є відносно простою, а реалізація та експлуатація – більш зручною. Однак, оскільки спочатку виявляється місце зварювання, а потім відбувається зварювання, таке позиціонування не підходить для зварювання заготовок із сильною термічною деформацією та нерівномірними зварними швами, які не є прямими лініями або дугами.
Час публікації: 22 жовтня 2022 р.